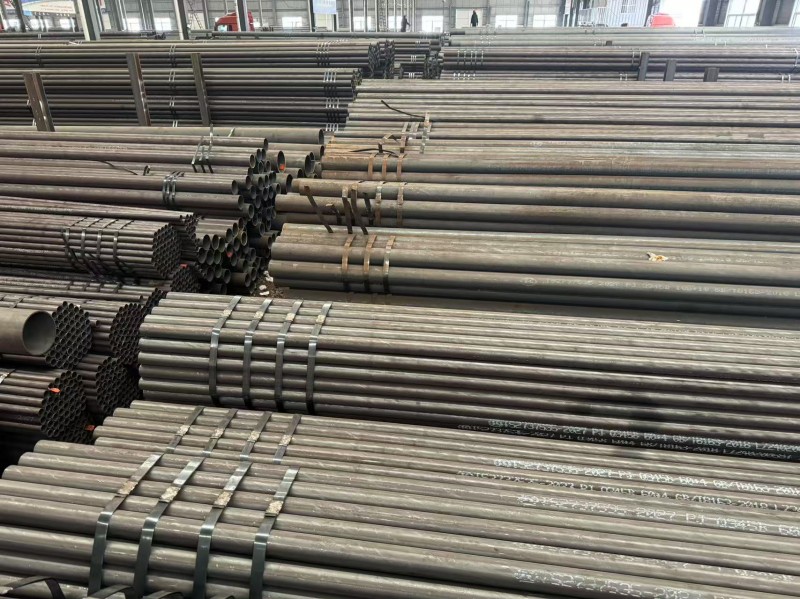

10#精密無縫鋼管 指的是同時滿足兩個條件的鋼管:
材質:使用中國GB標準中的10號優質碳素結構鋼制造。
工藝和精度:采用冷拔或冷軋等精密工藝生產,具有高精度、高光潔度、高尺寸均勻性的無縫鋼管。
它與普通無縫鋼管的更大區別在于 “精密” 二字,主要體現在尺寸公差、表面光潔度和力學性能的嚴格控制上。
10號鋼是一種含碳量約為0.10%的低碳鋼,其主要特點如下:
化學成分(約值):
碳:0.07%~0.13%
硅:0.17%~0.37%
錳:0.35%~0.65%
磷、硫:≤ 0.035%
性能特點:
強度硬度較低:由于含碳量低,其強度和硬度相對較低。
塑性和韌性:非常適合進行冷彎、壓扁、擴口等冷加工變形,不易開裂。
焊接性能優良:焊接方便,焊后不易產生淬硬組織和裂紋。
切削性能一般:低碳鋼相對較“粘”,切削加工時表面光潔度不如中碳鋼,但通過工藝控制可以滿足要求。
高尺寸精度:
外徑、內徑和壁厚的公差范圍非常小,通常以“絲”為單位(1絲=0.01mm)。
例如,外徑公差可能控制在±0.05mm至±0.15mm以內,遠高于普通熱軋管的±1%或更寬的公差。
優異的表面光潔度:
內外表面光滑,粗糙度(Ra值)低,通常可達Ra ≤ 0.8μm,甚至更高。
表面缺陷(如裂紋、劃痕、麻點)極少。
良好的力學性能:
經過冷加工后,鋼管會產生“加工硬化”效應,其抗拉強度和屈服強度相比熱軋狀態有顯著提升。
高同心度/壁厚均勻性:
鋼管橫截面上各點的壁厚非常均勻,這對于液壓缸筒等要求平衡運行的部件至關重要。
主要工藝流程為:
管坯(10號鋼) → 加熱 → 穿孔 → 熱軋(形成毛管) → 酸洗 → 冷拔/冷軋 → 熱處理(退火,消除應力) → 矯直 → 精整 → 檢驗 → 包裝入庫
冷拔/冷軋:這是實現“精密”的核心環節。在室溫下對鋼管進行拉拔或軋制,使其達到的尺寸和光滑的表面。
得益于其優良的冷加工性和精密的尺寸,10#精密無縫鋼管被廣泛應用于:
液壓與氣動系統:這是最主要的用途。用作液壓缸筒、氣缸筒,要求內壁光滑、尺寸以保證密封件的壽命和系統穩定性。
汽車工業:用于制造汽車的動力總成部件、減震器管、軸承套、傳動軸管等。
機械制造:作為各種精密機械設備的結構管、導軌、銷軸、連接桿等。
五金制品:家具、健身器材、醫療器械等需要高表面質量和精度的結構件。
油缸、氣缸制造:與液壓系統類似,是制造各種工程機械油缸的核心材料。
10#精密無縫鋼管的生產和檢驗需遵循嚴格的或行業標準。
常用標準:
GB/T 3639-2009:《冷拔或冷軋精密無縫鋼管》——這是最核心、最常用的標準。
GB/T 8713-2019:《液壓和氣動缸筒用精密內徑無縫鋼管》——針對液壓氣動用途的專項標準,要求更高。
GB/T 8162-2018:《結構用無縫鋼管》(其中也包含10#鋼,但精度要求低于3639標準)。
ASTM A519:美國材料與試驗協會標準,對應國際采購。
常見規格范圍:
外徑:通常從 φ3mm 到 φ200mm 甚至更大。
壁厚:從 0.5mm 到 20mm 或更厚。
長度:通常為定尺長度,如 4-12米。
在采購10#精密無縫鋼管時,應重點關注以下幾點:
明確標準:必須在合同或圖紙上注明執行標準(如GB/T 3639-2009)和精度等級。
確認材質:要求供應商提供材質證明書,確保是正規鋼廠生產的10#鋼。
關鍵尺寸公差:明確外徑、壁厚的具體公差要求,以及直線度、圓度等形位公差。
表面質量要求:說明對內、外表面的光潔度(粗糙度)和有無缺陷的具體要求。
熱處理狀態:通常是退火狀態,以確保良好的加工性能。如果需要更高強度,可能會有正火狀態。
10#精密無縫鋼管是一種以優良塑韌性的10號鋼為材質,通過精密冷加工工藝制成的高精度、高性能管材。它完美結合了材料的易加工性和產品的尺寸精密性,是現代高端制造業不可或缺的關鍵基礎材料。